(August 2017 – July 2018)

SUMMARY
Ariane 6 is the next generation European launcher used by the European Space Agency (ESA) to deliver satellites and payloads into orbit. The first stage engine frame (VUAB) supports the huge thrust during launch and it is where the main engine, fuel lines and electronics are attached. Currently, the VUAB is manufactured by machining thick plates of aluminium, which is time consuming, requires high volumes of raw material and produces significant amount of waste. The development of an improved design and a more efficient production method is investigated during this study by employing Friction Stir Welding (FSW) as a new manufacturing process and Aluminium-Lithium (Al-Li) as a novel material alloy.
FSW is a solid state welding technique in which heat is generated by friction, providing joints with excellent mechanical performances and surface finish (see Figure 1). The AA2196 T8 alloy employed is a recent low density and high stiffness Al-Li alloy used for extrusion designs for aerospace applications.
The proposed concept is based on extruded profiles made of AA2196, which are welded together using friction stir welding in a butt joint configuration. This solution aims to drastically reduce the amount of raw material waste, therefore reducing manufacturing cost and time. Besides, structural analysis using ABAQUS showed that, with re-design of the VUAB panels when considering higher properties AA2196, mass saving may be achieved.
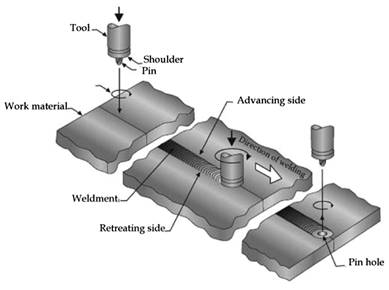
Figure 1: Friction Stir Welding process overview.
KEY RESULTS
· A generic physics based methodology was proposed (see Fig. 2).
· An optimized design was found resulting in a 311 kg mass reduction for the VUAB skirt.
· Experimental campaign was performed on 4 mm thick plates for both AA7075 and AA2196.
· Rotational speed and translational rate were varied during welding to assess the effect pf process parameters on the joint quality.
· Microscopic analysis revealed the typical zones of the weld (Figure 2), showing no major defects.
· Mechanical characterization of the welded samples was performed with hardness measurements (Figure 3) and tensile tests, which demonstrated a maximum joint strength efficiency of 89% for AA7075 and 76% for AA2196 (Figure 4).
· The use of FSW to produce the VUAB panels was found to halve the manufacturing cost as well as throughput time.
· Finally, assessment of the impact on infrastructure when employing FSW for the VUAB skirt was proposed during the work.
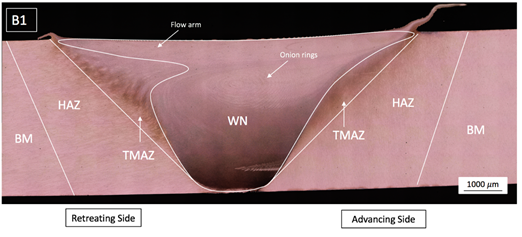
Figure 2: Typical zones of FSWelded cross section.
Figure 3: Hardness measurements of the welded area. Indents performed at the cross section mid-line. |
Figure 4: Results of the tensile tests for AA2196. |

