3D-Printing!..But which technique to use?!
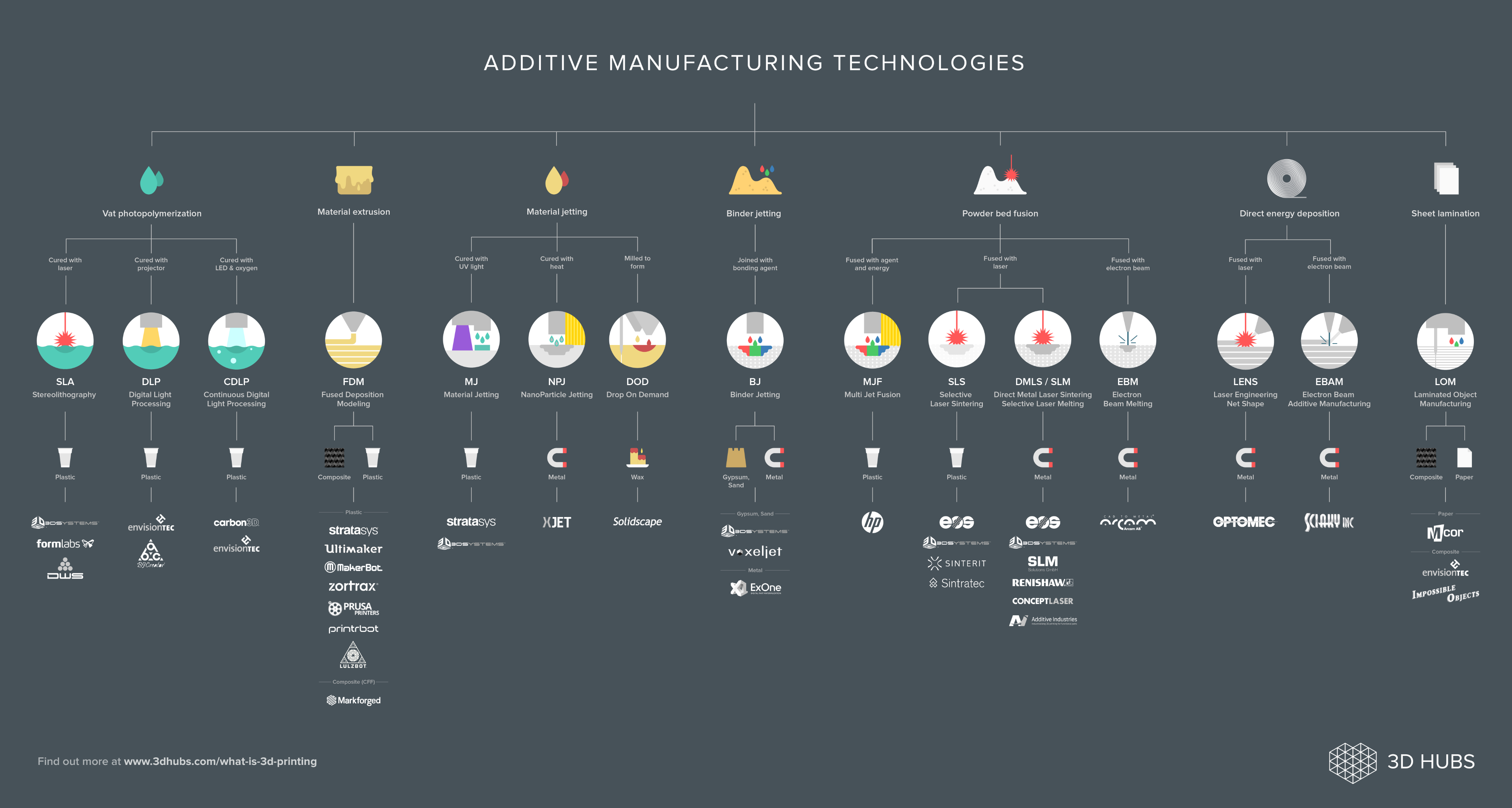
There are multiple techniques for 3D-printing, as shown above. On this page we will only explain the techniques available in the RPLab.
| __________________________________ Selective Laser Sintering (SLS) uses a laser to melt and solidify layers of powdered material into finished objects. These printers have two beds that are called the pistons. When the printing process begins, a laser maps the first layer of the object in the powder, which selectively melts – or sinters – the material. Once a layer has been solidified, the print bed moves down slightly as the other bed containing the powder moves up; and a roller spreads a new layer of powder atop the object. This process is repeated, and the laser melts successive layers one by one until the desired object has been completed. SLS is widely used for producing functional prototypes and parts as well as some end products. The biggest advantage of laser sintering is the almost complete design freedom; excess unmelted powder acts as a support for the structure as it is produced, which allows for complex and intricate shapes to be manufactured with no additional support needed. As a side effect of this process, finished objects require more time to cool and thus, cause longer lead times. |
| __________________________________ Stereolithography (SLA) create 3D printed objects from a liquid (photopolymer) resin by using a light source to solidify the liquid material. To create a 3D printed object, a build platform is submerged into a translucent tank filled with liquid resin. Once the build platform is submerged, a light located inside the machine maps each layer of the object through the bottom of the tank, thus solidifying the material. After the layer has been mapped and solidified by the light source, the platform lifts up and lets a new layer of resin flow beneath the object once again. This process is repeated layer by layer until the desired object has been completed. There are two common methods today differentiated by the light source: SLA uses a laser, whereas DLP employs a projector. SLA 3D printers produce highly accurate parts with smooth surface finishes and are commonly used for highly detailed sculptures, jewelry molds, and prototypes. Because of their relatively small size, they are not recommended for printing large objects. |
| __________________________________ Fused Deposition Modeling (FDM) is a printing process that starts with a string of solid material called filament. This line of filament is guided from a reel attached to the 3D printer to a heated nozzle inside of the 3D printer that melts the material. Once in a melted state, the material can be extruded on a specific and predetermined path created by the software on the computer. As the material is extruded as a layer of the object on this path, it instantly cools down and solidifies – providing the foundation for the next layer of material until the entire object is manufactured. FDM is a great choice for quick and low-cost prototyping and can be used for a wide variety of applications. Due to some design and material limitations, FDM 3D printing is not recommended for more intricate designs. |
__________________________________ For more info on setting up a print for SLA or FDM Check out or manual |


