Duration
Start: 01-09-2011
End: 31-08-2015
Partners
![]()
![]()
Staff
- C. Wang, MSc.
- dr. ir. Bert Geijselaers
- prof.dr.ir. Ton van den Boogaard
Description
Ring rolling is an advanced metal forming process to produce seamless rings with different sizes and profiles. A hot ring rolling process begins with forging a preform, which is a piece of hot upset metal with a complete hole in the middle. Figure 1(a) shows a preform forging process in the industrial production of a bearing race. The forged thick billet is then rolled into a thin ring in the ring rolling mill. A radial axial ring rolling machine is depicted diagrammatically in figure 1(b) using the finite element model setup in this research. Typically two rolling processes are done simultaneously, radial rolling and axial rolling. In the radial stage, the ring thickness is gradually reduced, while the axial stage serves to control the final width of the ring. Both processes involve small local deformation increments which are applied many times (typically between 10 and 100). During the rolling, the ring material experiences a very complex deformation history.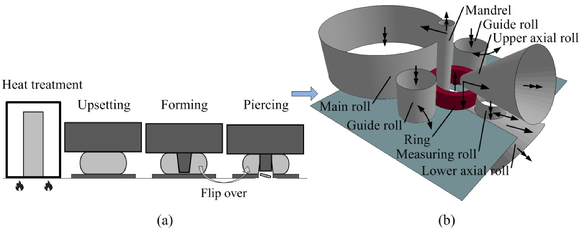
Figure 1. Process chain of hot ring rolling: (a) preform forging and (b) ring rolling.
In some process conditions, porosities are found in hot rolled rings. The aim of this project is to create an efficient simulation tool for the prediction of microstructure and internal integrity in hot ring rolled products. The main focus will be on developing knowledge on damage initiation and evolution. This will be the basis for prediction of damage such as internal porosity in hot forming and more specific in hot ring rolling.
The developed simulation tool will be used to shorten the process development time and to reduce waste in the hot ring rolling process by limiting the number of production try outs needed to secure a robust manufacturing process.